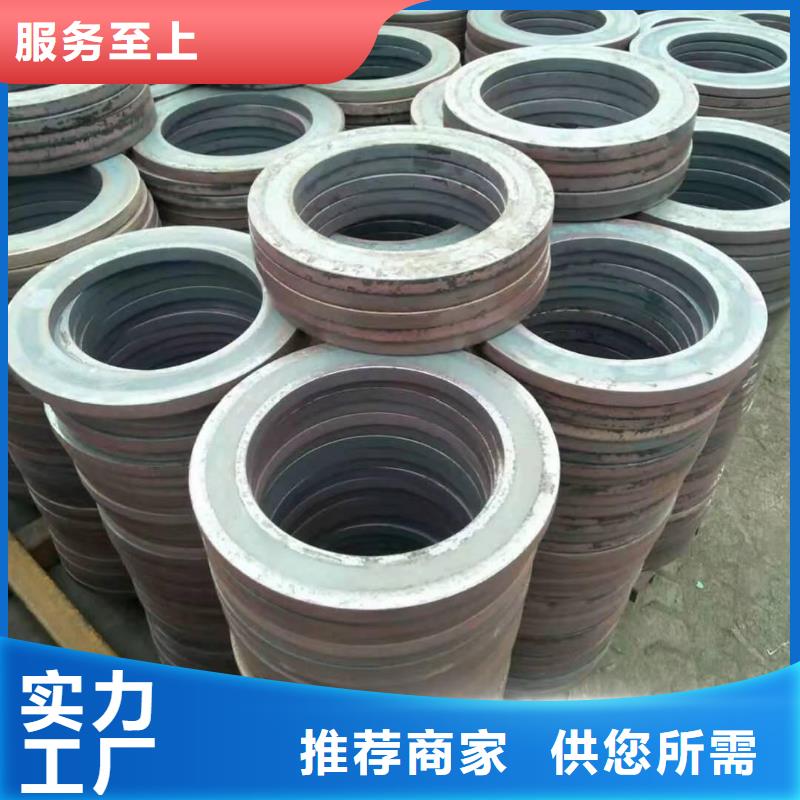
以下是:厂家直销冲压件的产品参数
| 品牌 | 山东 |
|---|
| 产地 | 聊城 |
|---|
| 用途 | 机械配件 |
|---|
| 产品特色 | 易加工,交货快,来图定做 |
|---|
| 可售卖地 | 全国 |
|---|
厂家直销冲压件,金海金属材料有限公司为您提供厂家直销冲压件,联系人:季经理,电话:13153807804、13734465888,QQ:597671230,请联系金海金属材料有限公司,发货地:聊城开发区蒋管屯镇杜丹江路东首100号发货到澳门 。 澳门特别行政区 澳门特别行政区(英语:Macao,葡萄牙语:Macau),简称“澳”,全称中华人民共和国澳门特别行政区,位于中国南部珠江口西侧,是中国内地与中国南海的水陆交汇处,毗邻广东省,与香港特别行政区相距60公里,距离广东省广州市145公里。澳门特别行政区由澳门半岛和氹仔、路环二岛以及路氹城(路氹填海区)组成,陆地面积32.9平方公里。截至2022年底,总人口为672800人。
【新品发布,视频先行!】厂家直销冲压件产品,等你来探!
以下是:厂家直销冲压件的图文介绍

汽车冲压件的选材原则
在选择材料时,首先根据汽车冲压类型和使用特点,来选择具有不同力学性能的金属材料,以达到既能保证产品质量,又能节约材料的目的。
通常在选择汽车冲压件材料时应遵循以下原则:
a 所选材料首先应满足汽车零部件的使用性能要求;
b所选材料要有较好的工艺性能;
c所选材料要有较好的经济性。


8.抑制冲压件产生翻料、扭曲的方法
⑴.合理的模具设计。在级进模中,下料顺序的安排有可能影响到冲压件成形的精度。针对冲压件细小部位的下料,一般先安排较大面积之冲切下料,再安排较小面积的冲切下料,以减轻冲裁力对冲压件成形的影响。
⑵.压住材料。克服传统的模具设计结构,在卸料板上开出容料间隙(即模具闭合时,而材料又可被压紧。关键成形部位,卸料板一定做成镶块式结构,以方便解决长时间冲压所导致卸料板压料部位产生的磨(压)损,而无法压紧材料。
⑶.增设强压功能。即对卸料镶块压料部加厚尺寸(正常的卸料镶块厚H+0.03mm),以增加对凹模侧材料的压力,从而抑制冲切时冲压件产生翻料、扭曲变形。
⑷.凸模刃口端部修出斜面或弧形。这是减缓冲裁力的有效方法。减缓冲裁力,即可减轻对凹模侧材料的拉伸力,从而达到抑制冲压件产生翻料、扭曲的效果。
⑸.日常模具生产中,应注意维护冲切凸、凹模刃口的锋利度。当冲切刃口磨损时,材料所受拉应力将增大,从而冲压件产生翻料、扭曲的趋向加大。
⑹.冲裁间隙不合理或间隙不均也是产生冲压件翻料、扭曲的原因,需加以克服。



金海金属材料有限公司成立以来,以“让金海金属材料有限公司走向世界”为目标,坚持“实用、耐用、节能、”的生产理念,不断引进国内外技术,致力于 澳门3087低中压锅炉管的研发和制造。



汽车金属冲压件加工的工艺工序:
切 开:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被切开而分离的材料位于或基本位于分离前所处的平面。
切 边:利用冲模修边成形工序件的边缘,使之具有一定直径、一定高度或一定形状的一种冲压工序。
切 舌:将材料沿敞开轮廓局部而不是完全分离的一种冲压工序。被局部分离的材料,具有所要求的一定位置,不再位于分离前所处的平面上。
切 断:将材料沿敞开轮廓分离的一种冲压工序,被分离的材料成为工件或工序件。
反拉深:把空心工序件内壁外翻的一种拉深工序。
扩 口:将空心件或管状件敞开处向外扩张的一种冲压工序。
冲 孔:将废料沿封闭轮廓从材料或工序件上分离的一种冲压工序,在材料或工序件上获得需要的孔。



厂家直销冲压件,金海金属材料有限公司专业从事厂家直销冲压件,联系人:季经理,电话:13153807804、13734465888,QQ:597671230,发货地:开发区蒋管屯镇杜丹江路东首100号,以下是厂家直销冲压件的详细页面。